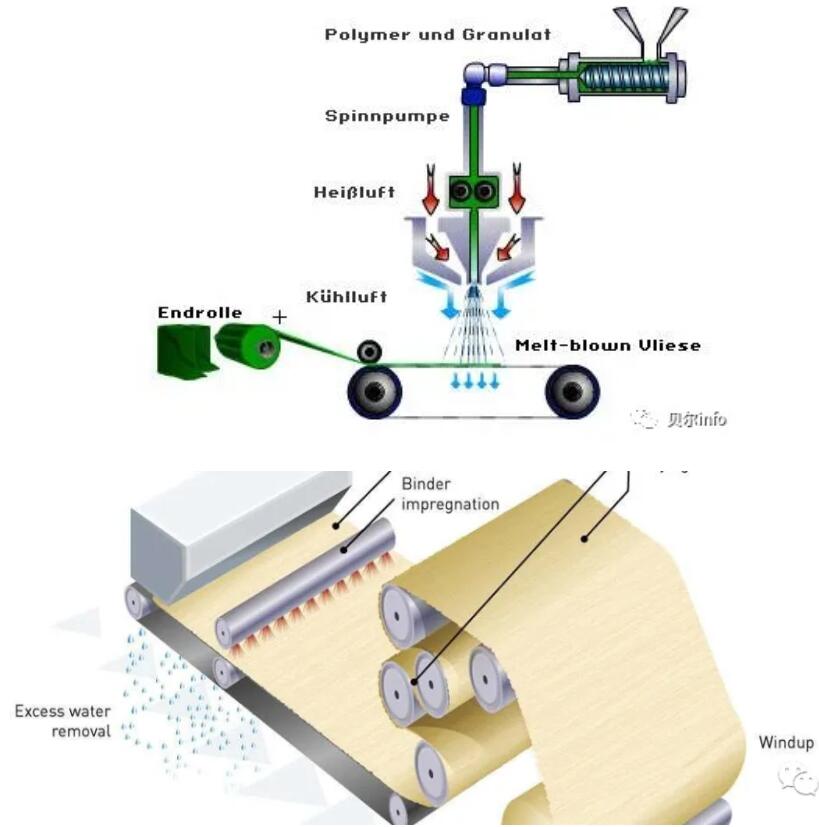
O tecido meltblown é produzido utilizando um fluxo de ar quente de alta velocidade para extrair um fino jato de polímero fundido através do orifício do bico da matriz, formando fibras ultrafinas que se acumulam em uma cortina de malha ou rolo, unindo-se simultaneamente para formar o tecido não tecido meltblown.
As larguras dos tecidos meltblown dos fabricantes regulares são geralmente de 1600 mm, 2400 mm e 3200 mm, e os diâmetros das extrusoras costumam ser de 90 mm, 105 mm e 135 mm. No entanto, após o início da epidemia, as pequenas extrusoras (isto é, as usadas pela oficina da família Yangzhong) tinham largura reduzida, geralmente de apenas dezenas de centímetros, e os diâmetros dos parafusos eram principalmente de 45 mm, 50 mm e 65 mm.
Este tipo de máquina tem baixa produção e baixa qualidade, mas o custo é baixo e o prazo de entrega é rápido. O preço antes da pandemia era de apenas 20.000 a 20.000, mas agora subiu para 200.000, embora ainda seja muito mais barato do que as extrusoras de fabricantes convencionais. Atualmente, a máquina de tecido meltblown Os 1600 fabricantes regulares mais comuns no mercado são vendidos por mais de 6 milhões de yuans, e o prazo de entrega é superior a 2 meses.
O processo de produção do tecido meltblown consiste principalmente nos seguintes passos:
1. Preparação da fusão
2. Filtrar
3. Medição
4. O material fundido é extrudado através do orifício.
5. Derreta, escorra e resfrie.
6. na rede




Configuração principal do dispositivo
1. Extrusora de rosca; 2. Bomba dosadora; 3. Dispositivo de sopro de material fundido; 4. Rede receptora; 5. Dispositivo de enrolamento; 6. Dispositivo de alimentação.
O equipamento da linha de produção contínua de não-tecidos meltblown tem aproximadamente 6 m de altura, 5 m de largura e 20 m de comprimento. O equipamento de produção é o seguinte:
(1) Extrusora de parafuso: O diâmetro do parafuso é geralmente de 100~120mm e a relação comprimento/diâmetro é de 30. Seu objetivo é derreter as fatias.
(2) Bomba dosadora: Sua função é medir e controlar com precisão a saída e a finura da fibra. É uma bomba de engrenagem que fornece continuamente o material fundido à fieira.
(3) Filtro de fusão: Sua função é filtrar impurezas na fusão para evitar o entupimento dos orifícios da fieira.
(4) Cortina de rede transportadora: A fibra fundida soprada é recebida uniformemente e espalhada na rede e transportada para a frente. Há um ventilador de sucção embaixo dela para expelir o ar quente que desce do topo.
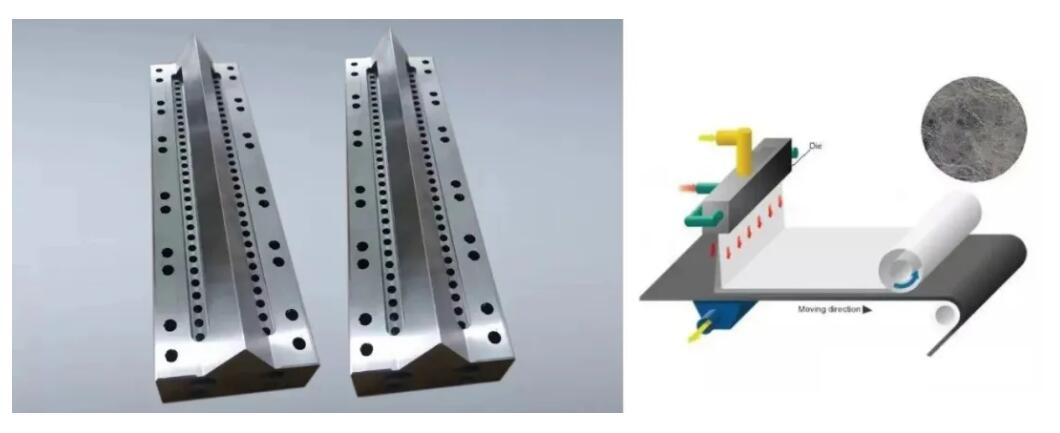
(5) Caixa de fiação: É o equipamento principal do processo melt-blown. Possui uma fieira em forma de tira, coberta por uma longa fileira de orifícios. Geralmente, há cerca de 1500 orifícios por metro. Os dois lados da fieira são equipados com bicos de ar quente, e há bicos de ar quente na parte inferior, que formam um ângulo de 50° com os orifícios. Após a ejeção da fibra, o ar quente em alta velocidade é usado para esticar o fluxo de ar imediatamente, soprando a fibra e transformando-a em fibra superfina.
(6) Sistema de alimentação: É composto por 3 funis de medição, que são usados para medir fatias brancas, masterbatch e aditivos. Os 3 componentes entram no misturador abaixo para serem misturados uniformemente e, em seguida, entram na produção.
(7) Soprador e aquecedor de ar quente: fornecem a temperatura e a pressão do ar quente usado na extração do fluxo de ar giratório, usam eletricidade para aquecer e consomem muita energia.
(8) A máquina de enrolamento adota enrolamento automático e o tecido meltblown é embalado em rolos. Os não tecidos meltblown são caracterizados por fibras ultrafinas, e o menor diâmetro de fibra pode atingir 0,5 µm, geralmente entre 1 e 5 µm. Quanto mais fina a fibra, melhor a qualidade do tecido meltblown, mas a produção é relativamente menor. Como a fibra é ultrafina, sua área superficial específica é grande e a capacidade de adsorção é forte, o que é a vantagem mais notável do tecido meltblown.
Se você tem interesse em máquinas para fabricação de tecido meltblown, pode acessar o link abaixo para obter mais detalhes e uma demonstração em vídeo:
https://www.troysupply.com/1200-1600mm-width-melt-blown-fabric-machine_p130.html
Muitíssimo obrigado, Troy!
 105.98.34.13
2022-08-07 05:56:41
105.98.34.13
2022-08-07 05:56:41

TEL : + 86-4000988557;
Skype ID: gfreex@hotmail.com;
WeChat: STEP_ADTECH;
QQ ID: 8936906.




















continue lendo, mantenha-se informado, inscreva-se, e nós o convidamos a nos dizer o que você pensa.
 IPv6 rede suportada 粤ICP备2021036697号
IPv6 rede suportada 粤ICP备2021036697号 Serviço on-line
Serviço on-line 4000988557
4000988557 sales1@troysupply.comsales2@troysupply.com
sales1@troysupply.comsales2@troysupply.com Richard Liu
Richard Liu TROY
TROY 8936906
8936906 Troysupply_com
Troysupply_com português
português English
English français
français Deutsch
Deutsch русский
русский español
español العربية
العربية 日本語
日本語 한국의
한국의 Tiếng việt
Tiếng việt